Shanghai Daiyu Education Equipment Manufacturing Co., Ltd.
Language:






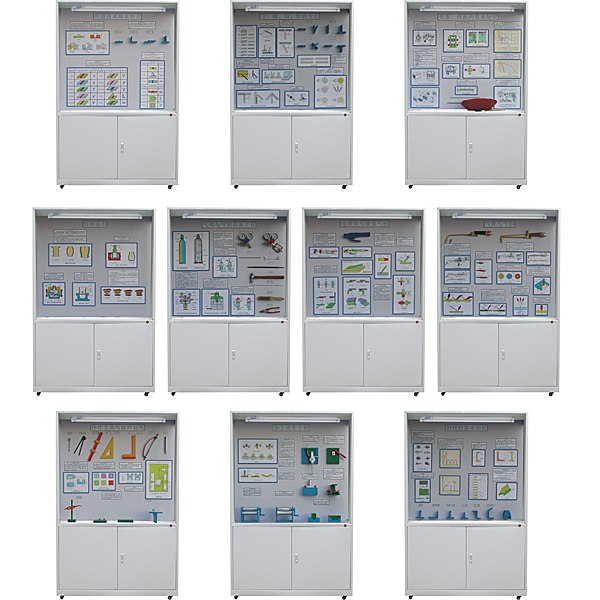


| serial number | name | Display case contents |
| The first cabinet | Basic forms of welding technology | Butt joint, lap joint, corner joint, T-joint, I-groove, Y-groove, double Y-groove, U-groove with blunt edge, double U-groove with blunt edge, basic symbols (more than a dozen types), auxiliary symbols (three types), supplementary symbols (three types) |
| Second cabinet | Vertical, horizontal, upward and welding methods | Several commonly used strip transport methods: (str*ght line, reciprocating str*ght line, zigzag shape, crescent shape, equilateral triangle, oblique triangle, circle, oblique circle), welding seam finishing method, welding position (four types), welding seam inclination, welding seam angle, different The inclination and rotation angle of the welding position (four types), the electrode angle during butt flat welding, the electrode angle during vertical welding, the electrode angle during horizontal welding, the electrode angle during transverse fillet welding, and the electrode angle during overhead welding |
| The third cabinet | Basic knowledge of welding rods and welding machines | Schematic diagram of welding rod composition, actual welding rod, structure diagram of AX-320 arc welding generator , appearance diagram of AX-320 arc welding generator, schematic diagram of AX-320 arc welding generator, appearance of AX-320 arc welding generator Characteristic curve, BX-300 arc welding transformer appearance diagram, BX-300 arc welding transformer structural diagram, BX-300 arc welding transformer external characteristic curve, GS series thyristor arc welding rectifier diagram, GS series thyristor arc welding rectifier Structural diagram, MZ1-1000 submerged arc automatic welding car diagram |
| The fourth cabinet | Gas welding and gas cutting | The structure of low-pressure cutting torch, the working principle of low-pressure cutting torch, the structure of low-pressure welding torch, the working principle of low-pressure welding torch, types of oxy-acetylene flame, the position of welding torch and welding wire, right-hand welding method and left-hand welding method, cutting The inclination angle of the mouth, the schematic diagram of the angle between the cutting nozzle and both sides of the cutting piece, and the schematic diagram of the gas cutting process |
| The fifth cabinet | Gas welding and gas cutting equipment and tools | Structure of oxygen cylinder and acetylene cylinder, structure of single-stage reaction pressure reducer, working principle of dr*nage acetylene generator, medium-pressure water-sealed flashback fuse, medium-pressure closed water-sealed flashback fuse, wire brush, hand Hammer, file, wire cutters, wire, wrench, steel needle |
| The sixth cabinet | Resistance welding and carbon arc gouging | Carbon arc gouging schematic diagram, carbon rod inclination angle, circular *r supply gouging gun structure diagram, carbon inclusion defects of carbon arc gouging, copper peeling of carbon rods, classification of resistance welding, current passing through the contact points of welding parts , spot welding joint form, seam welding joint form |
| The seventh cabinet | Basic knowledge of steel | Schematic diagram of rolled steel, cross-section drawings of patterned steel plates, steel pipes, channel steel, heat treatment of steel, W18Cr4V steel heat treatment process curve, angle steel, I-beam, special-shaped steel, calculation of composite components, names, shapes and sizes of several major steel materials method |
| The eighth cabinet | Cold work tools and staking out methods | Marking needle, ordinary marking ruler, long pole marking ruler, 900 square ruler (flat, ribbed), sample punch, marking disk, curve ruler, marking ruler, platform, selection of setting out reference, marking of holes on the template Methods, staking out procedures for wall panels, fuel tank covers |
| Ninth cabinet | Processing and forming examples | Working principle of plate bending machine, double-curvature steel plate bending, manual bending of angle steel, channel steel bending die, manual pipe bending device, bending process, tile pressing, single-angle and double-angle die, angular deformation caused by local heating |
| Cabinet ten | Special forming | Schematic diagram of explosive forming, explosive formed parts, rubber forming process, hydraulic -rubber mold forming device, hydraulic-rubber mold bulging |
 Wechat scan code follow us
Wechat scan code follow us

24-hour hotline+86 18916464525

Phone18916464525
ADD:Factory 414, District A, No. 6, Chongnan Road, Songjiang Science and Technology Park, Shanghai ICP: Sitemap